17717786883


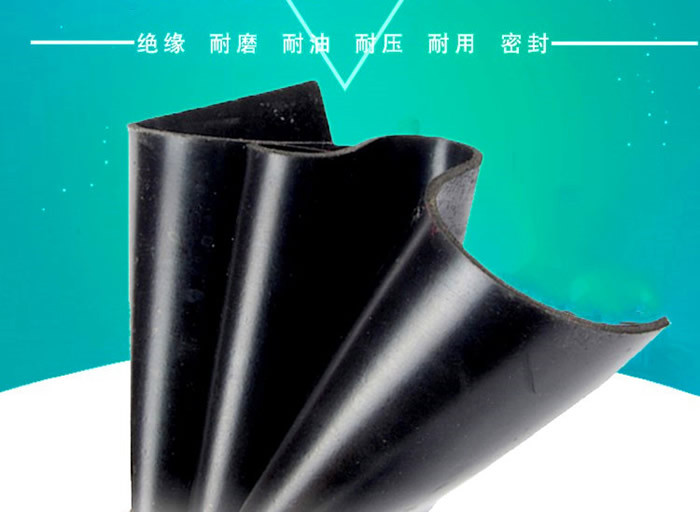
絕緣橡膠板的生產過程是歷經塑煉、混和、注塑或擠壓、成形和硫化等基本上工藝流程,每一個工藝流程對商品有不一樣的規定,并各自裝有多個輔助實際操作。為了更好地向橡膠中加上各種各樣需要的相互配合劑,必須對生膠開展熔融以提升 其塑性變形。
隨后根據混煉膠將碳黑及各種各樣橡膠改性劑與橡膠勻稱混和成塑膠粒;;將橡膠原材料擠壓成型成一定樣子胚料;隨后將其與紡織原料(或金屬復合材料)融合,經注塑、膠合板或膠合板產生半成品加工,硫化后,將具備延展性的半成品加工做成具備高彈力的商品。
硫化溫度的操縱對絕緣橡膠板生產制造的危害:
硫化溫度立即危害硫化速率,一般用硫化溫度系數來敘述。硫化溫度系數是橡膠在特殊溫度下做到一定水平硫化需要的時間與10溫度差下相對所需時間的比率。操縱有效的硫化溫度對塑膠粒的特性有非常大危害,尤其是對橡膠板、橡膠板和橡膠木地板的制成品。
挑選較高的硫化溫度能夠提升 生產率,但硫化溫度的提升 遭受各種各樣標準的限定。因為橡膠是一種欠佳的傳熱體,選用高溫對厚產品開展硫化,難以使內外橡膠朋友處在硫化平整范疇內;各種各樣橡膠都是有不一樣的耐熱特性,高溫會減少一些橡膠的特性。
溫度過高就會毀壞商品中的化學纖維紡織物;具備繁雜圖案設計的硫化厚商品還應考慮到塑膠粒必須充足的時間在模貝中流動性并滲入化學纖維中。近些年,硫化慢慢向高溫硫化發展趨勢。注入硫化、電加熱平硫化和共熔加溫物質持續硫化也選用高溫硫化,幾類橡膠能承擔的溫度以下:
絕緣橡膠板的硫化溫度160,可承受的溫度為200。氯丁橡膠的硫化溫度170,承受溫度為300;丁苯橡膠的硫化溫度為150-190,承受溫度為300;硅橡膠和氟橡膠的硫化溫度為200。丁腈橡膠橡膠的硫化溫度為150-190。

河北悅明電力設備科技有限公司專業生產電力安全工具、絕緣膠墊、擋鼠板、絕緣膠板、標識牌、令克棒、接地線、驗電器、絕緣圍欄、絕緣梯、絕緣腳手架等系列產品.
備案號:冀ICP備18004709號-1
冀公網安備13010502002350 | 網站地圖 XML地圖

 English
English